Application of gas oxygen in coal gasification and liquefaction industry
Monday, 10 July 2017

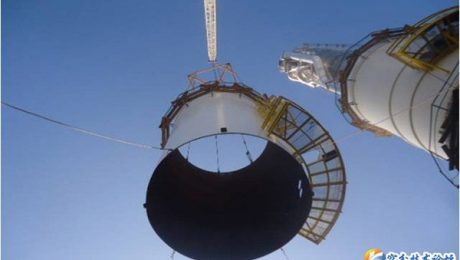
Core equipment of air separation plant—fractional column
Friday, 19 May 2017
Event review–First liquid oxygen plant in Tibet Area by XLA
Wednesday, 17 May 2017

Recovery plant from off gas of ammonia synthesis
Friday, 12 May 2017

Advanced air pre-cooling system
Thursday, 20 April 2017

Technical advantages of plants whose capacity are smaller than 350Nm3/hO2
Wednesday, 19 April 2017

Hydrogen-free rectified argon system available on the plants with capacity above 1000Nm3/h O2
Thursday, 13 April 2017

EPC Project of Nitrogen Plant for Messer Group
Thursday, 06 April 2017

First partial shipment of 100TPD oxygen+nitrogen plant
Saturday, 25 March 2017

Xinglu Air Separation Plant
Tuesday, 21 March 2017
Xinglu Air Separation Plant focuses on the research&development, design and manufacture of cryogenic technical field. Products haveoxygen/nitrogen/argon generating gas air separation plant&liquid air separation plant, external recycle liquefying plant, natural gas liquefying plant, LNG and CNG gas filling station, high purity gas purification plant, off-gas recovery separation plant and etc. These plants are applied into many fields such as metallurgy, petrochemistry, coal gasification, electronics, chemical engineering, photoelectricity, shipbuilding, medicine, construction material, magnetic material, textile, heat treatment etc. Our users are all over the country and more than 30 countries in America, Europe, Asia and Africa.