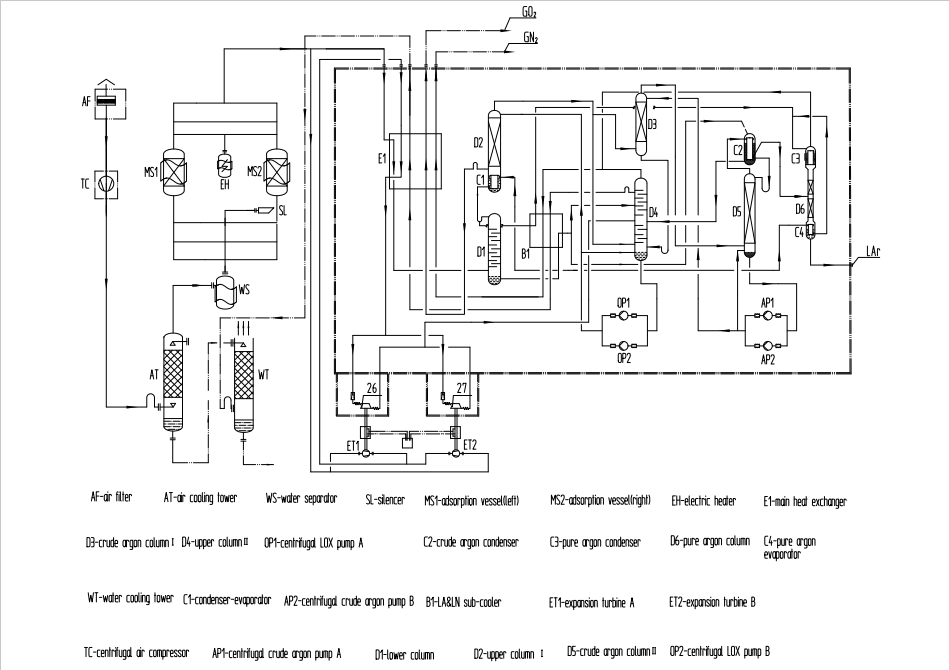
Eliminated from mechanical impurity by the air filter, the required amount of process air is compressed by centrifugal air compressor to ~0.5MPa. Afterwards, it goes into water-cooling tower for cleaning and pre-cooling. The removal of harmful components, such as moisture, CO2, C2H2 are carried out by activated alumina and molecule sieve in molecule sieve purifier, which will automatically alternate.
After purification, small stream of compressed air is compressed secondarily by booster end of turbine. Through cooling via water cooler, it goes into main heat exchanger for secondary cooling. Then it is drawn from middle part of heat exchanger to expander of turbine. Afterwards, expanded air is sent to upper column for rectification.
After purification, large stream of compressed air is cooled down to its dew point temperature in main heat exchanger and goes to lower column. Through primary rectification, liquid nitrogen is got the top of lower column, and liquid air is got at the bottom. Through sub-cooling via liquid air &liquid nitrogen sub-cooler, liquid nitrogen and liquid air are sent into respective position of upper column. Through secondary rectification, gas oxygen is got at the bottom of upper column. Through warming up to ambient temperature in sub-cooler and main heat exchanger; gas oxygen is delivered out of cold box into oxygen pipe as product. The waste nitrogen got at the top part of upper column is warmed up through sub-cooler and main heat exchanger and delivered out of cold box. One stream goes to purifier for regeneration of molecular sieve; the other stream goes to water-cooling tower of pre-cooling system, to cool down the recycle water.
The production of argon works on hydrogen-free rectification process specified as following described: Liquid argon fraction is drawn out from the upper column into crude argon column and pure argon column, where liquid argon product is got through rectification.